Pregunta 1: ¿Cuál es la causa principal de las rebabas durante el proceso de corte por láser para la fabricación de metales?
Respuesta: Cuando se cortan piezas de chapa con láser, la aparición de rebabas suele deberse a la fusión y solidificación desigual de los bordes del material causada por el calor generado durante el proceso de corte. El tamaño de las rebabas puede diferir entre los materiales de hierro y aluminio debido a sus diferentes puntos de fusión y propiedades físicas, lo que provoca posibles variaciones en el alcance de la formación de rebabas durante el corte por láser. En la mayoría de los casos de fabricación de chapa de aluminio, cuanto más grueso es el material, más fácil es que aparezcan rebabas.
Pregunta 2: ¿Cómo afectan las rebabas inesperadas a la fabricación de chapa de precisión durante la producción en serie?
Respuesta: aunque las técnicas de fabricación de chapas metálicas están maduras, las rebabas inesperadas generadas por el corte por láser del proceso de fabricación de chapas metálicas pueden provocar los siguientes peligros:
1. 2. Afectar a la calidad del aspecto y la precisión de las piezas metálicas.
2. 2. Posibles dificultades de montaje o mal ajuste de las cajas metálicas.
3. Potencial cortocircuito circuito interno
4. 4. Aumentar la dificultad de las fases de tratamiento posteriores.
5. Potencial impacto en la funcionalidad y el rendimiento del componente de piezas de fabricación de metal;
6. Lesiones humanas inesperadas;
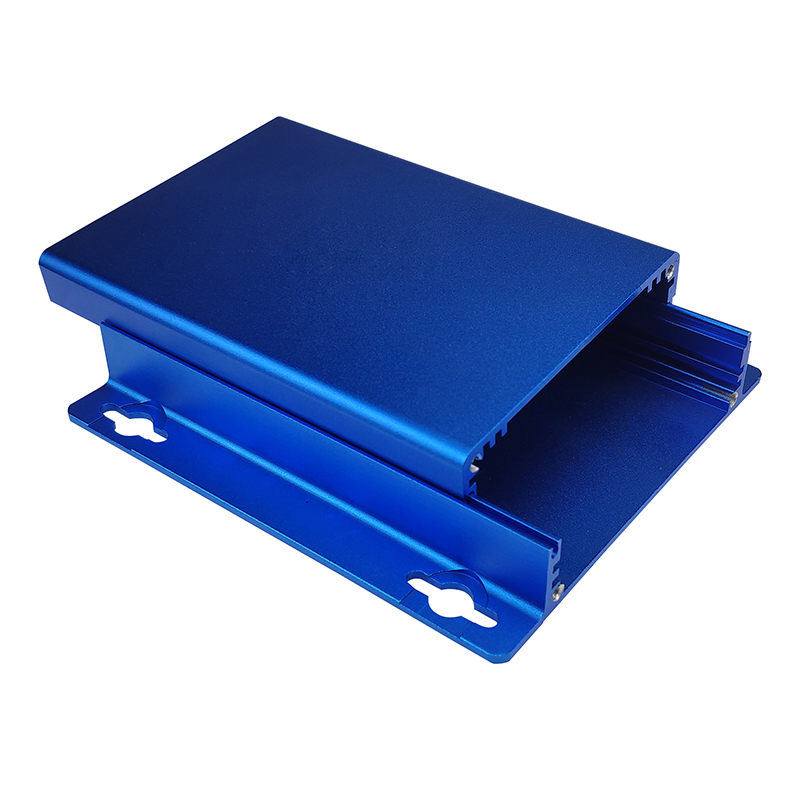
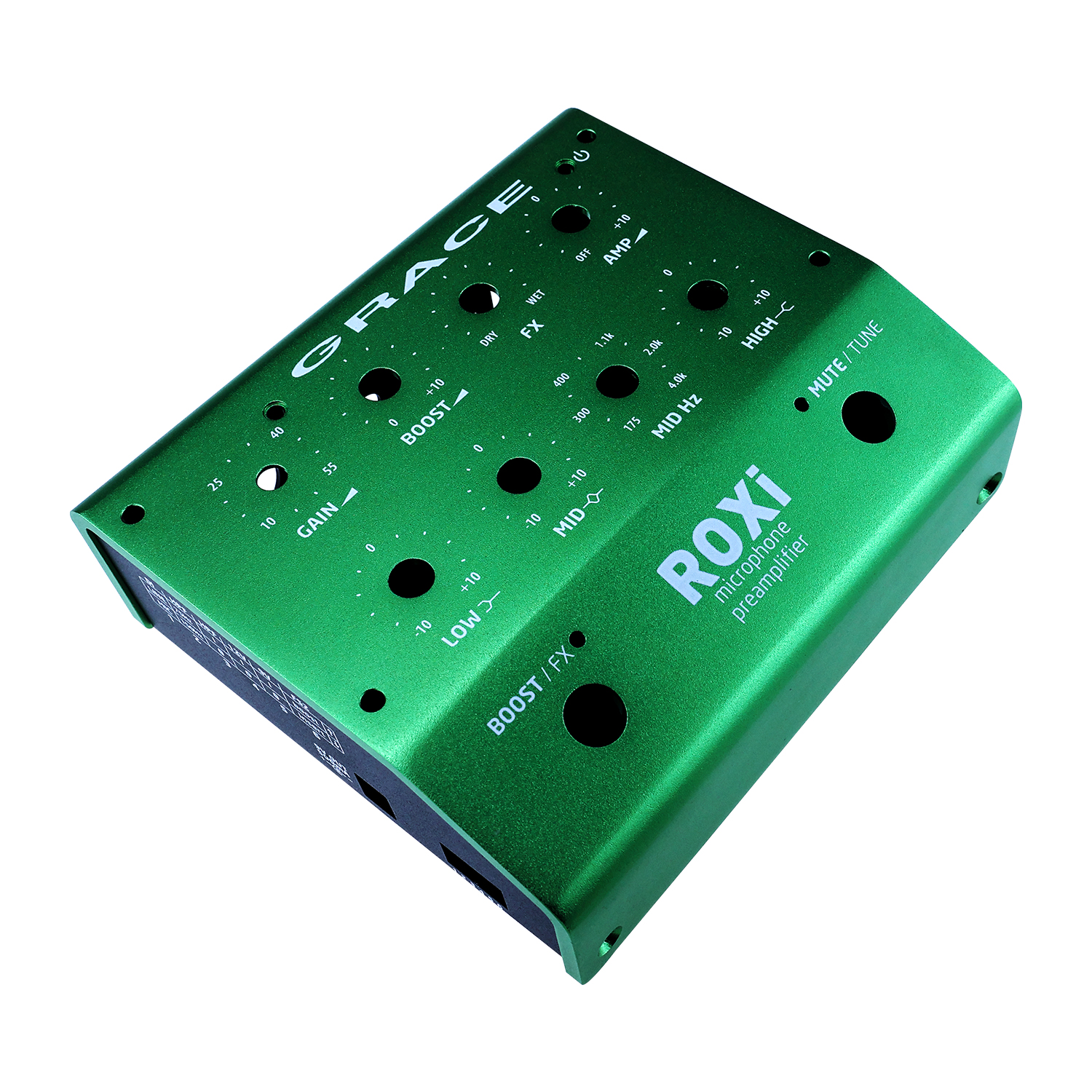
Pregunta 3: Aparte de la función de desbarbado, ¿existe alguna función especial de esta máquina personalizada? ¿ayuda el ACABADO SATINADO (#4) a la protección cosmética de la superficie?
El acabado superficial es el aspecto visual del metal y se crea mediante diversos métodos de procesamiento, como el laminado, el pulido y el granallado. Estos acabados van de mate a brillante e incluyen texturas especiales que pueden aplicarse mecánicamente para aplicaciones muy especializadas.
El acabado satinado, también llamado acabado #4, es un acabado cepillado que a menudo puede diferir en apariencia de un lote a otro debido a variaciones de fabricación.
El aspecto satinado se caracteriza por un patrón de líneas paralelas muy finas, que producen un aspecto decorativo no demasiado reflectante.
El acabado cepillado #4 se utiliza en aplicaciones de acero inoxidable en las que el aspecto es importante, pero no se desea que sea reflectante. Por ejemplo, encimeras de cocina, pasamanos, arquitectura o automoción.
Como el acabado satinado se crea creando finos arañazos en el acero inoxidable, es ligeramente menos resistente a la corrosión que el acabado espejo, ya que los surcos son susceptibles a la oxidación.
#3 también es un acabado cepillado, pero tiene un aspecto mucho más granulado, con marcas de arañazos paralelas más gruesas, como se ve en la imagen de la derecha.
CONS
* Menor resistencia a la corrosión
* El aspecto puede variar de un lote a otro
Pregunta 4: En EHP, ¿cómo se garantiza la calidad estética de las piezas de chapa y se hace frente a las rebabas anteriores?
Generalmente, los métodos de desbarbado difieren según las piezas específicas de fabricación de metal para obtener la mejor calidad. Básicamente fuera de los 4 métodos básicos,
1. Herramientas de desbarbado: Utilización de herramientas manuales o automatizadas específicamente diseñadas para eliminar las rebabas de los bordes de la chapa.
pero también tiene algunas desventajas:
* Trabajo intensivo: El desbarbado manual puede requerir mucha mano de obra y tiempo, especialmente para grandes cantidades de piezas.
* Inconsistencia: La calidad del desbarbado manual puede variar en función de la habilidad y experiencia del operario, lo que provoca incoherencias en el producto acabado.
* Preocupaciones de seguridad: Existe riesgo de lesiones para el operario durante el desbarbado manual, especialmente cuando se trabaja con bordes metálicos afilados.
* Eficiencia limitada: El desbarbado manual puede no ser tan eficiente como los métodos automatizados, especialmente para piezas complejas o intrincadas, ya que puede producirse un desbarbado desigual y dañar los dedos del operario durante el proceso.
2. Granallado abrasivo: Empleo de materiales o medios abrasivos para eliminar rebabas de piezas metálicas mediante impacto a alta velocidad.
3.Desbarbado químico: Utilización de soluciones químicas para eliminar selectivamente las rebabas de la superficie de la pieza de fabricación de chapa metálica.
4. Acabado por volteo o vibración: Colocación del metal cortado en un volteador o máquina vibratoria con abrasivos para alisar las rebabas de la pieza metálica.
Excelsior hardware &Plastic Co., LTD, como fabricante líder en la fabricación de chapas metálicas, ha invertido mucho en la personalización de una máquina automática de desbarbado por estirado de alambre (el material puede variar entre 0,1 mm y 80 mm de grosor) para garantizar una mejor experiencia del cliente y la calidad de la superficie de las piezas de estampado metálico, los armarios metálicos y los productos de chapa metálica. Mediante el establecimiento de parámetros científicos de acuerdo con las piezas de metal a medida espesores de los productos y la combinación de los requisitos de dibujo del cliente, podemos personalizar diferentes patrones direccionales de alambre de dibujo, mientras que el desbarbado, maximizando así la protección contra arañazos en la superficie, ganando nuestros clientes más ventaja de reducción de costes y calidad superior en la competencia empresarial de hoy.